ų┬┼ę ═└ąėŲ═┼╔ ╬ę─┼╦╩╚ ╠─į

ąÜąÉąóąÉąøą×ąō

ą¤čĆąŠčéąĖą▓ąŠą┐ąŠąČą░čĆąĮčŗąĄ ą┤ą▓ąĄčĆąĖ
ąøčÄą╗čīą║ą░ ą┤ą╗čÅ ą╝ąŠąĮčéą░ąČą░ ą╗ąĖčäč鹊ą▓

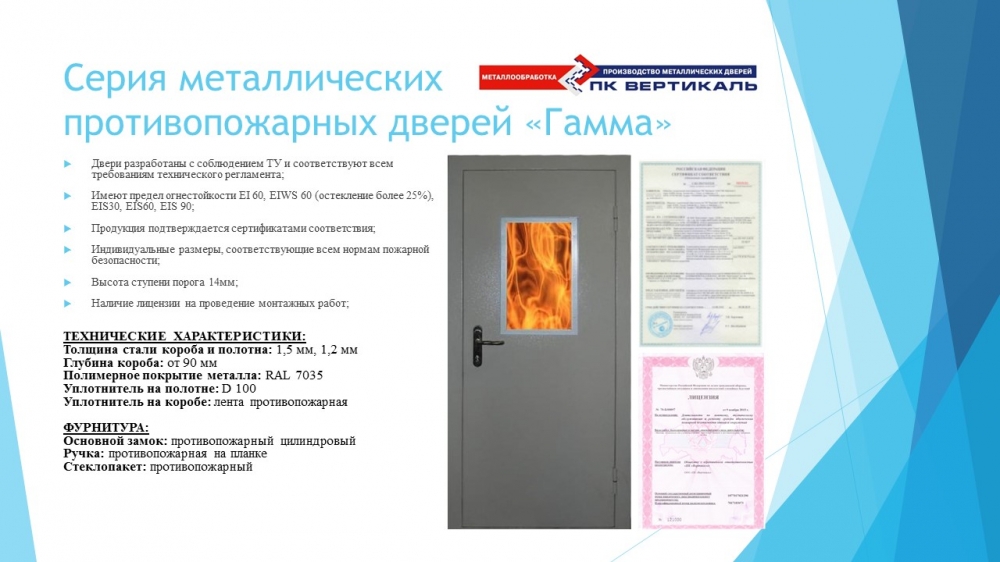
ą¤čĆąŠčćąĖąĄ ą╝ąĄčéą░ą╗ą╗ąĖč湥čüą║ąĖąĄ ąĖąĘą┤ąĄą╗ąĖčÅ
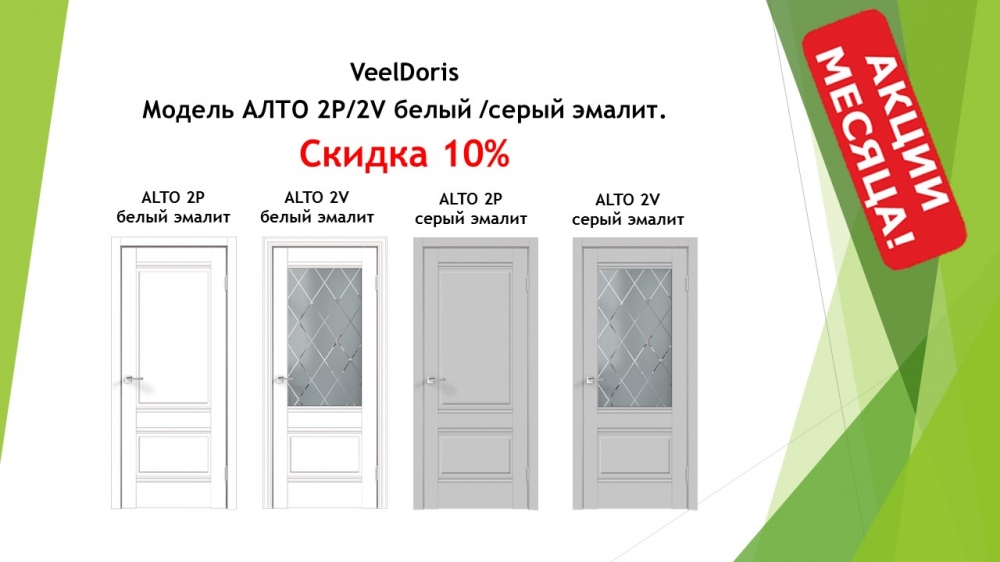
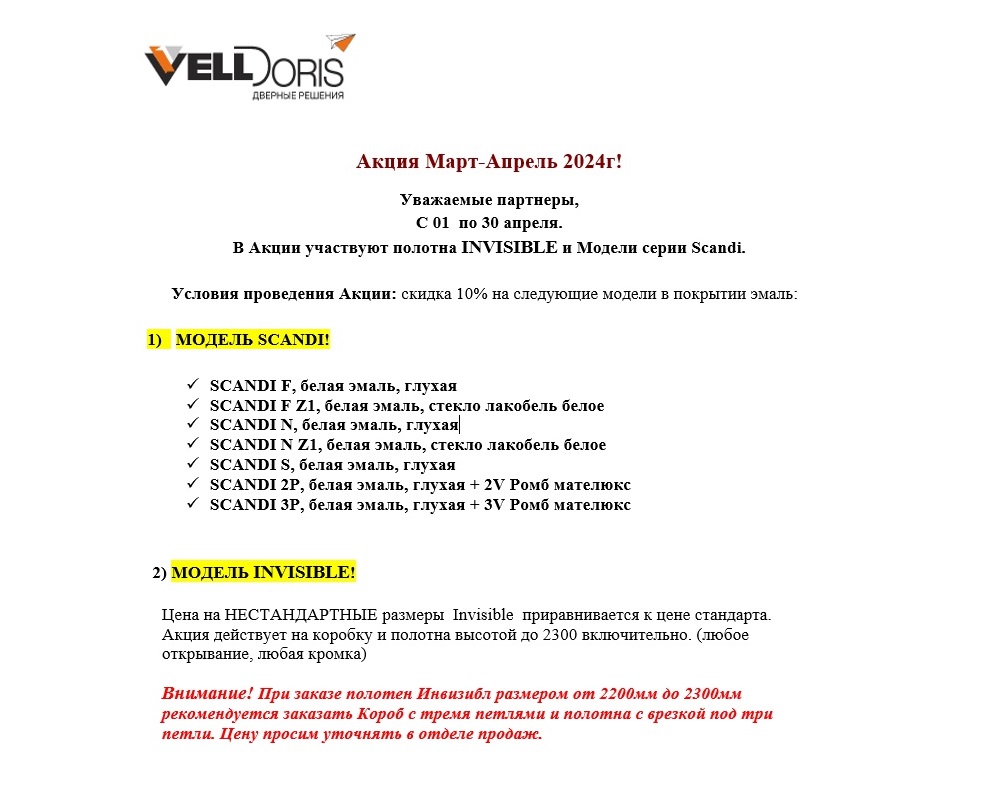
ąØą░čłąĖ ąÉą║čåąĖąĖ

ąöąŠą╝ąŠč乊ąĮąĮčŗąĄ ą┤ą▓ąĄčĆąĖ

ąöą▓čāčüčéą▓ąŠčĆčćą░čéčŗąĄ ą┤ą▓ąĄčĆąĖ

ąÆčģąŠą┤ąĮčŗąĄ ą╝ąĄčéą░ą╗ą╗ąĖč湥čüą║ąĖąĄ ą┤ą▓ąĄčĆąĖ

ą£ąĄąČą║ąŠą╝ąĮą░čéąĮčŗąĄ ą┤ą▓ąĄčĆąĖ
ą× ┬½ą¤ąÜ ┬½ąÆąĢąĀąóąśąÜąÉąøą¼┬╗
ąĪą▓ąŠčÄ ą┤ąĄčÅč鹥ą╗čīąĮąŠčüčéčī ąÜąŠą╝ą┐ą░ąĮąĖčÅ ąÆąĄčĆčéąĖą║ą░ą╗čī ąĮą░čćą░ą╗ą░ ą▓ 2007ą│ąŠą┤čā. ąØą░ąĘą▓ą░ą▓ ą║ąŠą╝ą┐ą░ąĮąĖčÄ ąÆąĄčĆčéąĖą║ą░ą╗čīčÄ ą╝čŗ ąŠą┐čĆąĄą┤ąĄą╗ąĖą╗ąĖ ą▓ą░ąČąĮčāčÄ ąŠčüąŠą▒ąĄąĮąĮąŠčüčéčī ąĮą░čłąĄą╣ ą┐čĆąŠą┤čāą║čåąĖąĖ: ą┐ąŠą╗ąĮąŠąĄ čüąŠąŠčéą▓ąĄčéčüčéą▓ąĖąĄ čüčéą░ąĮą┤ą░čĆčéąĮčŗą╝ čéąĖą┐ąŠčĆą░ąĘą╝ąĄčĆą░ą╝ ąĖ č湥čéą║ą░čÅ ą│ąĄąŠą╝ąĄčéčĆąĖčÅ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖą╝čŗčģ ąĖąĘą┤ąĄą╗ąĖą╣.
ąĪąĄą│ąŠą┤ąĮčÅ ąÜąŠą╝ą┐ą░ąĮąĖčÅ ąÆąĄčĆčéąĖą║ą░ą╗čī ąŠą┤ąĮą░ ąĖąĘ ąĮąĄą╝ąĮąŠą│ąĖčģ ą║ąŠą╝ą┐ą░ąĮąĖą╣, ąĘą░ąĮąĖą╝ą░čÄčēąĖčģčüčÅ ą╝ąĄčéą░ą╗ą╗ąŠąŠą▒čĆą░ą▒ąŠčéą║ąŠą╣ ą▓ ą│. ąóąŠą╝čüą║ąĄ, ą║ąŠč鹊čĆą░čÅ ąĖąĘą▓ąĄčüčéąĮą░ ą┤ą░ą╗ąĄą║ąŠ ąĘą░ ąĄą│ąŠ ą┐čĆąĄą┤ąĄą╗ą░ą╝ąĖ. ąóąŠą│ą┤ą░ ąĖ čüąĄą╣čćą░čü ąŠčüąĮąŠą▓ąĮčŗą╝ ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖąĄą╝ ąĮą░čłąĄą╣ ą┤ąĄčÅč鹥ą╗čīąĮąŠčüčéąĖ čÅą▓ą╗čÅąĄčéčüčÅ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ąŠ ąĖ čĆąĄą░ą╗ąĖąĘą░čåąĖčÅ čüčéą░ą╗čīąĮčŗčģ ą┤ą▓ąĄčĆąĄą╣. ąĀą░čüčéčāčēą░čÅ ą║ąŠąĮą║čāčĆąĄąĮčåąĖčÅ ąĮą░ čĆčŗąĮą║ąĄ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░ ą▓čģąŠą┤ąĮčŗčģ ą┤ą▓ąĄčĆąĄą╣ ąĘą░čüčéą░ą▓ą╗čÅąĄčé ąĮą░čü ą┐ą░čĆą░ą╗ą╗ąĄą╗čīąĮąŠ čĆą░ąĘą▓ąĖą▓ą░čéčī ą┤čĆčāą│ąĖąĄ ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖčÅ. ą£čŗ ą░ą║čéąĖą▓ąĮąŠ ąŠčüą▓ą░ąĖą▓ą░ąĄą╝ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ąŠ ą║ąŠčĆą┐čāčüąĮčŗčģ ąĖąĘą┤ąĄą╗ąĖą╣ ąĖąĘ ą╝ąĄčéą░ą╗ą╗ą░ čĆą░ąĘą╗ąĖčćąĮąŠą│ąŠ čāčĆąŠą▓ąĮčÅ čüą╗ąŠąČąĮąŠčüčéąĖ. ą×ą║ą░ąĘčŗą▓ą░ąĄą╝ čāčüą╗čāą│ąĖ ą╗ą░ąĘąĄčĆąĮąŠą╣ čĆąĄąĘą║ąĖ, ą│ąĖą▒ą║ąĖ, čüą▓ą░čĆą║ąĖ ąĖ ą┐ąŠą║čĆą░čüą║ąĄ ą╝ąĄčéą░ą╗ą╗ą░.
ąØą░čłą░ ą┐čĆąŠą┤čāą║čåąĖčÅ ą▓ąŠčüčéčĆąĄą▒ąŠą▓ą░ąĮą░ ą▓ ą╝ą░čłąĖąĮąŠčüčéčĆąŠąĄąĮąĖąĖ, 菹╗ąĄą║čéčĆąŠąĮąĖą║ąĄ, ąĮąĄčäčéčÅąĮąŠą╣ ąĖ ą│ą░ąĘąŠą▓ąŠą╣ ą┐čĆąŠą╝čŗčłą╗ąĄąĮąĮąŠčüčéąĖ. ą¤čĆąŠą┤čāą║čåąĖčÅ ąĮą░čłąĄą╣ ą║ąŠą╝ą┐ą░ąĮąĖąĖ ą┐čĆąĄą┤čüčéą░ą▓ą╗ąĄąĮą░ ąĮą░ ąÆąĪąóą×, ąĪąĖą╗ąĄ ąĪąĖą▒ąĖčĆąĖ, ąĪąĄą▓ąĄčĆąĮąŠą╝ ą┐ąŠč鹊ą║ąĄ, ą║ąŠčüą╝ąŠą┤čĆąŠą╝ąĄ ąÆąŠčüč鹊čćąĮąŠą╝. ąØą░čłąĖą╝ąĖ ą┐ą░čĆčéąĮąĄčĆą░ą╝ąĖ čÅą▓ą╗čÅčÄčéčüčÅ čéą░ą║ąĖąĄ ą║ąŠą╝ą┐ą░ąĮąĖąĖ, ą║ą░ą║: ąĪąŻ ąóąöąĪąÜ, ąĪą£ąŻ ąóąöąĪąÜ, ąÉą× ąóąŠą╝čüą║ą░čÅ ą╗ąĖčäč鹊ą▓ą░čÅ ą║ąŠą╝ą┐ą░ąĮąĖčÅ, ąŚąÉą× ąóąŠą╝čüą║ą╗ąĖčäčéčĆąĄą╝ąŠąĮčé, ąØąĄąŠč鹥čģąĮąĖą║ą░, ą×ą×ą× "ąōąÜ"ąÜą░čĆčīąĄčĆąŠčāą┐čĆą░ą▓ą╗ąĄąĮąĖąĄ".
ąöąĄčÅč鹥ą╗čīąĮąŠčüčéčī ąĮą░čłąĄą│ąŠ ą┐čĆąĄą┤ą┐čĆąĖčÅčéąĖčÅ-čŹč鹊 ąŠčéą╗ą░ąČąĄąĮčŗą╣ ą╝ąĄčģą░ąĮąĖąĘą╝ čĆą░ą▒ąŠčéčŗ ąĮą░ ą▓čüąĄčģ čŹčéą░ą┐ą░čģ ą┐čĆąŠąĖąĘą▓ąŠą┤čüčéą▓ą░. ąŁč鹊 ą┐ąŠąĘą▓ąŠą╗čÅąĄčé ąĮą░ą╝ č湥čéą║ąŠ ą┐ą╗ą░ąĮąĖčĆąŠą▓ą░čéčī čüą▓ąŠčÄ čĆą░ą▒ąŠčéčā.